




2019 Hytaý täze dizaýn şlýapa / C / U / C Profil kanaly rulon emele getiriji maşyn



hasam kämilleşdirmegi, bazara we alyjynyň adaty zerurlyklaryna laýyklykda harytlaryň ýokary hilli kepillendirilmegini dowam etdiriň.Biziň guramamyzyň ýokary hilli kepillik prosedurasy bar, 2019-njy ýylda Hytaýda täze dizaýn şlýapa / C / U / C profil kanaly rulon emele getiriji maşyn, uzak möhletli bolmak üçin gündelik durmuşyň dürli gatlaklaryndan täze we garry geljegi garşylaýarys. kärhana birleşikleri we özara üstünlik gazanmak!
hasam kämilleşdirmegi, bazara we alyjynyň adaty zerurlyklaryna laýyklykda harytlaryň ýokary hilli kepillendirilmegini dowam etdiriň.Biziň guramamyz üçin eýýäm ýokary hilli kepillik prosedurasy döredildiChina Hat Profil Roll Forming Machine we H Purlin Roll Forming Machine, Önümlerimiz ulanyjylar tarapyndan giňden tanalýar we ynamly bolup, ykdysady we sosial zerurlyklaryň yzygiderli üýtgemegini kanagatlandyryp biler.Geljekdäki iş gatnaşyklary we özara üstünlikler üçin biziň bilen habarlaşmak üçin dürli gatlaklardan gelen täze we köne müşderileri garşylaýarys!
ÖNÜMLERIES DÜZGÜNI
Şlýapa kanallary polat üçek çarçuwasynyň alternatiw görnüşidir, aşaky profil talap edilýän ýa-da örtük ulgamy has ýakyn purlin aralygyny talap edip, adaty “Z” ýa-da “C” purlinleri gaty gymmatlaşdyrýan purlin hökmünde hem ulanylyp bilner.
Şlýapa profilimizi emele getirýän maşynymyz, demir / polat üçek gurluşyk pudaklarynda giňden ulanylýan şlýapa kanallaryny ýasamak üçin.


Esasy Tehniki PARAMETERLER
| 1 | Maşynyň gurluşy | Aýry-aýry arhiw gurluşy |
| 2 | Jemi kuwwat | Motor güýji-18.5kw Gidrawlik güýji-5.5kw |
| 3 | Rolik stansiýalary | 18 nokat stansiýasy |
| 4 | Önümçilik | 15-25m / min |
| 5 | Bezeg | 3T gidrawlik bezeg |
| 6 | Leverling bölegi | Upperokarky 3 rulon, aşakda 4 stansiýa (jemi 7 rulon) |
| 7 | Sürüji ulgamy | Garaşsyz dişli guty bilen |
| 8 | Miliň diametri | ¢ 60mm gaty şaha |
| 9 | Rolik materialy | Amerikan D2 D3 |
| 10 | Öň urmak we kesmek ulgamy | Materialy üýtgetmek üçin öňünden kesmek Berkidiji galybyň materialy: Cr12 |
| 11 | Gidrawlik kesiş ulgamy | Cr12 ýylylygy bejermek bilen Cr12 58-60 ° |
| 12 | Gidrawlik güýji | 7.5 KW |
Esasy kompozisiýalar
| 1 | Awtomatiki enjam | 1. headeke baş dizaýny 2. weightüklemek agramy: 3 tonna 3. Gidrawlik awtomatiki giňelmek we berkitmek 4. Amatly ini: <300mm 5. Bobin ID: ¢ 500 ± 20mm 6. Rulon OD: 001200mm |
| 2 | Servo iýmitleniş derejesi | 1. Düzeltmek üçin 5 rulon, 2 jübüt ýol görkeziji rolik alýar 2. Iň ýokary tekizleme rulonynyň giňligi: 300mm 3. Iň ýokary rulonyň galyňlygyna uýgunlaşyň: 1 ~ 2mm 4. Iň ýokary iş tizligi: 20 m / min 5. Sürüji: servo motor |
| 3 | Köp funksiýaly zarba maşyny | 1. 6 sany zarba stansiýasy, 2. Servo hereketlendiriji güýji: 1,3KW 3. Servo motor markasy: Japanaponiýa kaaskawa 4. Amatly ini: <300mm 5. Galyndylary çalt ýerleşdirmek, gaýtalamak. |
| 4 | Roll emele getiriji maşyn | 1. Sürüji ulgam: Motor, reduktor, spiral bevel dişli hereketlendiriji 2. Esasy maşyn güýji: 15KW * 2 toplum, 3. Motor markasy: SIEMENS BADE servo motor 4. Modul komponentleri çalt ýerleşdirmek, gaýtalamak 5. Dörediji stansiýalar: 18 topar stansiýasy |
| 5 | Gidrawlik kesiji maşyn | 1. Gidrawlik ýeke stansiýa, 2. Kesiş güýji: 30 tonna, 3. Kesmegiň görnüşi: kesmegi bes ediň 4. Modul komponentleri çalt ýerleşdirmek, gaýtalamak |
| 6 | Kompýuter dolandyryş gutusy | 1. Japanaponiýa “Mitsubishi” hereket ediji PLC 2. Japanaponiýa kaaskawa Servo ulgamy 3. Adam maşyn interfeýsiniň duýgur ekrany bilen 4. Schneider gowşak tok dolandyryşy |
| 7 | Gidrawlik bekedi | 1. Gidrawlik ulgamynyň güýji: 15KW 2. Gidrawlik gymmaty: Huade, 3. Janköýer sowadyş ulgamy bilen |
ÖNÜMLER
Gaplamak → tekizlemek → Looper (saklamak) → sero iýmitlendirmek → Köp stansiýaly zarba urmak → emele getiriji stansiýa → Gidrawlik kesiş → Önümiň çykarylyşy
IŞLER MESELLERI
Şlýapa kanaly rulon emele getiriji maşyn; şlýapa profilini emele getirýän maşyn; şlýapa profilini öndürýän maşyn

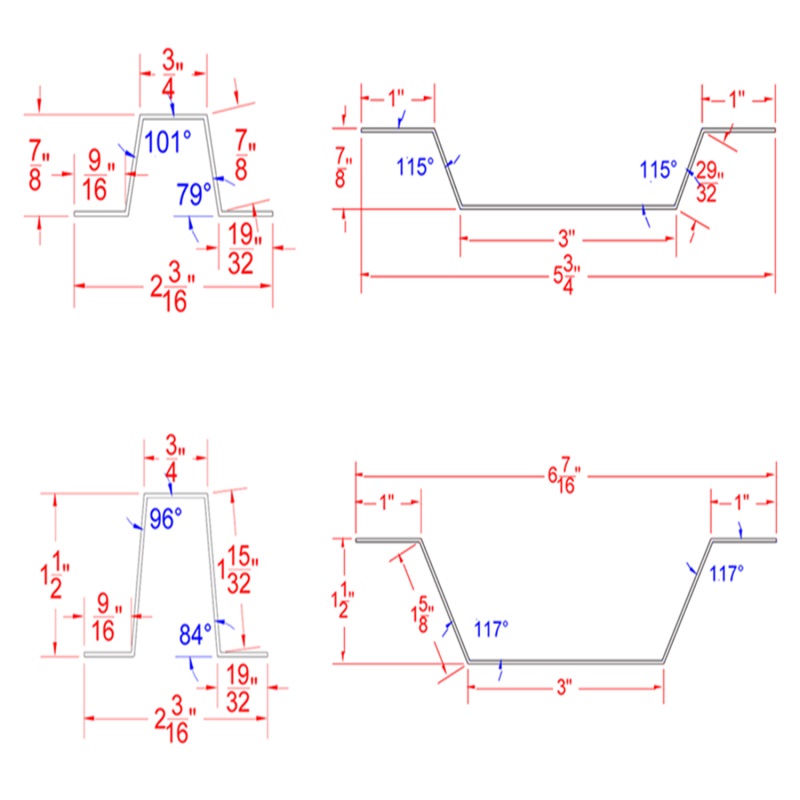
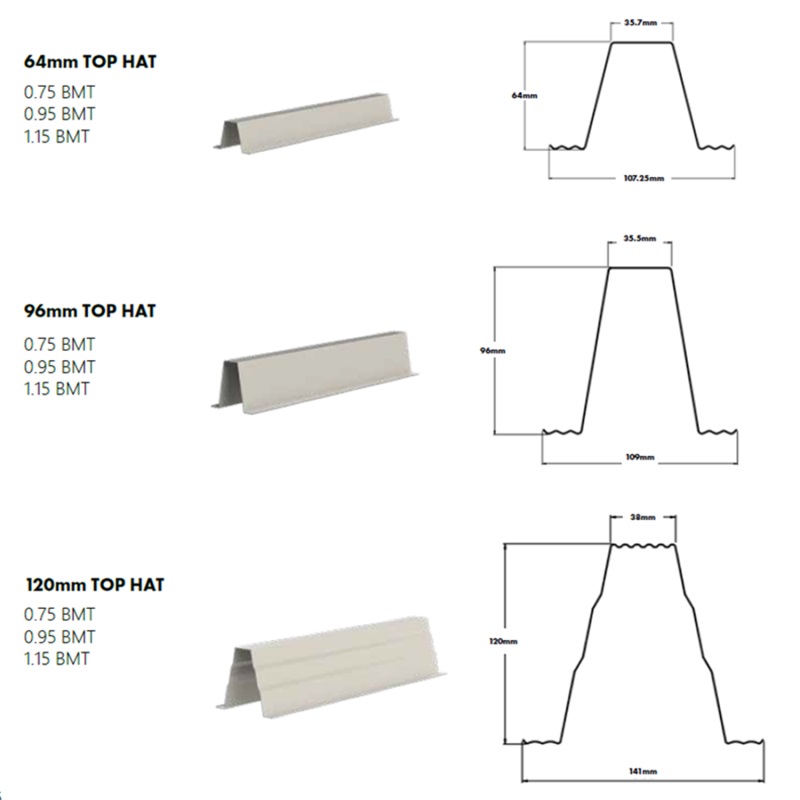
Şlýapa kanalyny emele getirýän maşyn, rezin zolak kanallary ýa-da elastik kanallar diýlip hem bilinýän şlýapa şekilli metal kanallary öndürmek üçin ulanylýan senagat enjamydyr.Bu kanallar, gurluşyk pudagynda guradyjy ýa-da beýleki potolok we diwar gurluşyk materiallary üçin berk monta surface ýüzüni üpjün etmek üçin ulanylýar.
Rulon emele getirýän maşyn, islenýän şlýapa profiline ýuwaş-ýuwaşdan tekiz metal zolak emele getirýän rulonlardan ybaratdyr.Enjam, adatça, demir zolagy berkitmek we iýmitlendirmek üçin örtükden, zolagy emele getirmek üçin tekizlemek we kesmek ulgamyndan, sazlanylýan rulonly stansiýalardan we taýýar zolaklary zerur uzynlyk kesiş ulgamyndan bölmekden ybaratdyr.Amal, demir zolagy maşyna siňdiriji arkaly iýmitlendirmekden başlaýar.Zolak demir bölejiginiň tekiz we göni bolmagyny üpjün etmek üçin tekizlemek we kesmek ulgamyndan geçýär.Soňra her bir rolik kem-kemden demir zolagy şlýapa kanalynyň profiline öwürýän bir topar emele getiriji stansiýadan geçýär.Ahyrynda, kesiş ulgamy emele gelen kanaly zerur uzynlyklara bölýär.Dolandyryş paneli arkaly şlýapa kanaly rulony emele getirýän maşynyň tizligini we takyklygyny dolandyryp bolýar.Käbir maşynlarda awtomatiki işlemek we tehniki hyzmat etmek üçin awtomatiki ýaglaýyş ulgamlary we kompýuter dolandyryş ulgamlary ýaly aýratynlyklar hem bar.
Umuman aýdanyňda, dürli gurluşyk programmalarynda ulanylýan şlýapa şekilli metal kanallary netijeli we takyk öndürmek üçin şlýapa kanallaryny emele getirýän maşynlar zerurdyr.





